ПРИМЕНЕНИЕ ПРИБОРОВ ВИХРЕТОКОВОЙ ДЕФЕКТОСКОПИИ
Вихретоковый контроль поршней двигателя внутреннего сгорания
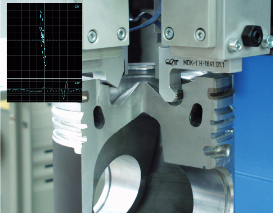
Рис.1. Измерительная головка для автоматического контроля поршня с возможностью установки до 6 специализированных измерительных датчиков.
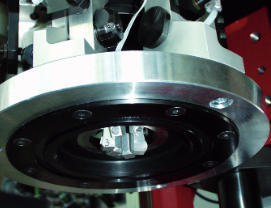
Рис. 2. Измерительная головка для автоматического контроля поршня с возможностью установки до 12 специализированных измерительных датчиков.
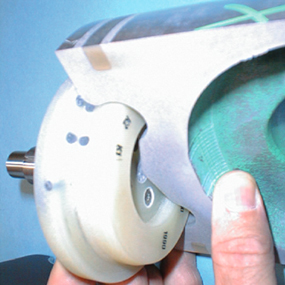
Рис. 3. Установка дискового датчика.

Рис. 4. Многоканальный дисковый датчик.
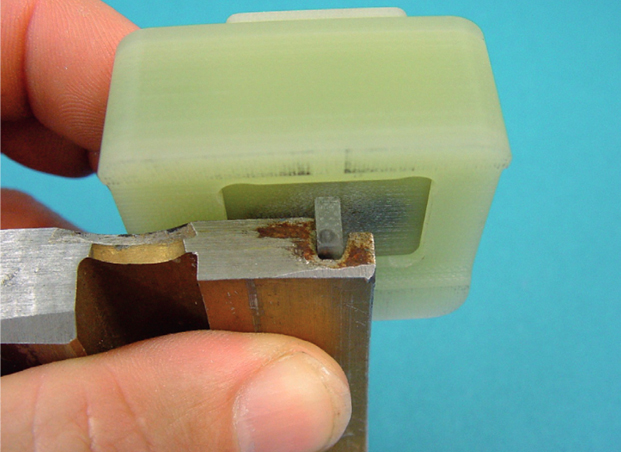
Рис. 5. Установка датчика в канавке поршневого пальца.
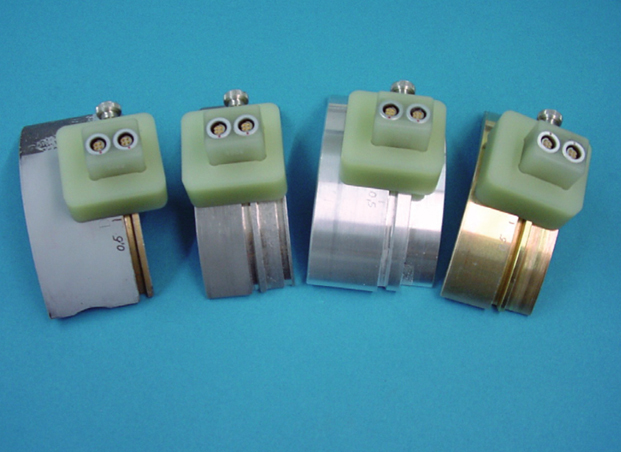
Рис. 6. Различные типы датчиков для контроля канавки поршневого пальца.

Рис. 7. Вращающийся датчик с ротором HDR-17.
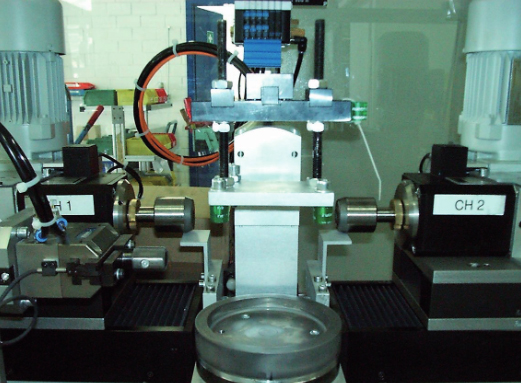
Рис. 8. Вращающийся датчик с ротором HDR-17.
Сегодня поршни для двигателей изготавливаются в основном из алюминиевых сплавов, в отличие от более ранних конструкций - чугунных.
Естественно, области с большой механической нагрузкой и области с высокой тепловой нагрузкой должны быть проверены с особой тщательностью, чтобы предотвратить последующее разрушение элементов изделия. В первую очередь, это относится к поршням, используемым в дизельных двигателях.
Области обследования:
- Днище поршня / края канавок
- Пазы на поршневом кольце (в некоторых случаях с формованным термокомпенсационным кольцом)
- Отверстие для штыря поршня
1. Контроль краев канавок днища поршня
Края канавок часто усиливаются волокном. Особый интерес представляет плотность распределенных волоконно - открытых и скрытых пор, раковин и трещин.
Особая проблема заключается в подрезании миски внутри поршня.
Решение:
Измерительная головка для автоматизированного контроля содержит 12 датчиков
С помощью рычагов представляется возможным сориентировать датчики в направлении канавки.
Дисковый датчик:
Для автоматизированного контроля поршней, не требующих проверки канавки, используются дисковые датчики.
Типы датчиков:
- MDK-1 в различных исполнениях
- KD-62 в различных исполнениях
Контроль проводится в среднем диапазоне частот.
Размеры дефектов (Д x Ш x В):
Паз: 1 мм x 0,1 мм x0,3 мм
Паз: 0,5 мм x 0,1 мм x 0,2 мм
Отверстие: ø 0,3 мм x 0,3 мм (Д x Д)
Время измерения от 7 секунд.
2. Контроль пазов на стандартном и усиленном поршневом кольце
Канавки на поршневых кольцах могут находиться под большой механической нагрузкой и не должны иметь каких-либо дефектов, включений или других нарушений. Особую проблему представляет сложная геометрия объекта контроля.
Решение:
Автоматизированный вихретоковый контроль с профильными датчиками, которые сканируют нижнюю поверхность и фланги канавки.
Тип датчика:
KDS в различных вариациях
Частота:
Средний и высокий диапазоны частот
Размер дефектов:
Диаметром от 0,3 мм
Время измерения:
<100 мм/с
3. Контроль диаметра отверстия для поршневого пальца.
Отверстие для поршневого пальца является местом больших механических напряжений и, следовательно, должно быть свободно от дефектов и разрывов.
Решение:
Автоматизированный вихретоковый контроль отверстия для поршневого пальца с использованием вращающихся датчиков позволяет одновременно контролировать одну или обе поверхности бобышки.
Тип датчика: MDK-1 с ротором HDR-17
Частота: Средний диапазон частот
Размер дефектов (Д x Ш x В): 1 мм x 0,1 мм x 0,3 мм
Время контроля: От 7 секунд