ПРИМЕНЕНИЕ ПРИБОРОВ ВИХРЕТОКОВОЙ ДЕФЕКТОСКОПИИ
Контроль труб в магнитном ярме М90 / Контроль труб в производственной линии
Система вихретокового контроля для автоматического контроля поверхностных дефектов (трещины, плены, пустоты, поры) на трубах (сварных или бесшовных)

Рис. 1. Пример полной испытательной установки для контроля труб с ULAD-катушкой в магнитном ярме M90 с размагничиванием на постоянном/переменном токе.
Технические данные:
- Вихретоковая система удовлетворяет всем международным стандартам для вихретокового контроля труб (например, DIN / EN 10246)
- Диапазон диаметров труб, которые могут быть проконтролированы: до 90 мм
- Длина труб: от 2 м до 15 м (другие длины возможны)
- Скорость проведения контроля зависит от переменного поля размагничивания - обычно около 2 м / сек (возможны заметно более высокие скорости)
Стандартная комплектация испытательной установки:
- V-роликовая система перемещения объекта контроля
- Дифференциальная ULAD- катушка
- Подъемная платформа / каретка для установки измерительной катушки
- Распределительный шкаф с измерительным прибором и компьютером для документирования результатов испытаний
- ELOTEST PL500 - прибор для вихретокового контроля, 2-х канальный, для контроля труб с дифференциальным и абсолютным сигналом. Сдвиговый регистр для маркировки дефектных мест.
- Программное обеспечение EloLine
- Индуктивные датчики для определения положения труб и контроля верхнего направляющего ролика
- V-ролики и верхние направляющие ролики, изготовленные из закаленной стали или пластмассы
- Кодирующее устройство для документирования места расположения дефектов с помощью программного обеспечения EloLine. С помощью кодирующего устройства возможно промаркировать дефекты на объекте контроля.
Дополнительные компоненты:
- Задержка подачи труб (при необходимости)
- Разделение и подача труб на роликовый конвейер
- Входной роликовый конвейер
- Блок размагничивания постоянного тока
- Блок размагничивания переменного тока
- Маркер, для обозначения продольноориентированных дефектов
- Выходной роликовый конвейер
- Сортировка по качеству ("дефектные" и "недефектные" части)
- Расширение системы контроля для сортировки материала с ULAS-сортировочными катушками
- Расширение системы контроля для обнаружения продольных дефектов с EC-ротором
- Подъемная платформа/каретка для регулировки доп. компонентов контроля
- Дополнительные компоненты системы перемещения V-роликов
- Контроль загрузки и выгрузки труб и их сортировка
Измерительные системы и комплектующие:
ELOTEST PL500
2-х канальный дефектоскоп с 19 "/ 4HU-корпусом; Высота 375 мм.

- Диапазон частот: 10 Гц до 12 МГц
- 16: 9 - дисплей с одновременным изображением до 8 сигналов, с частотой дисплея 250000 сигнальных точек / канал.
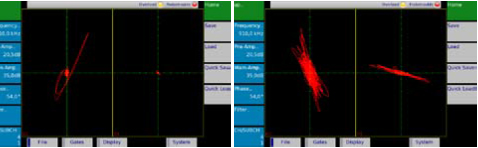
Рис 2. Снимок сигнала с намагничиванием / без намагничивания.
Намагничивание изделия до насыщения во время контроля ферромагнитных изделий используется для подавления изменения проницаемости и заметно улучшает отношение сигнал / шум.
Магнитное ярмо и аксессуары:

- M40 магнитное ярмо, используются измерительные катушки ULAD-1 H-35 и ULAD-1 H-107
- MD90/40 защитные направляющие
ULAD - измерительные катушки
ULAD-1 H-35 в 20 исполнениях, с Ø 1,2 - 44 мм
Поверхность контроля: гладкая или шероховатая, на бесшовных или сварных трубах. Дифференциальная катушка обеспечивает обнаружение поперечных дефектов даже на самых высоких скоростях контроля. Абсолютная катушка используется для получения информации об абсолютном значении структуры материала для сортировки. Может быть подключено магнитное ярмо M40 и держатель катушки NE40.

DC - размагничивание:
Размагничивание объекта контроля с помощью постоянного тока.

AC - размагничивание:
Размагничивание переменным током используется для максимального уменьшения остаточной намагниченности.
ПО Eloline:
Стандартное программное обеспечение для визуализации и документации результатов измерений вихретокового контроля труб. Возможно использование многоканального ротора.. До 8 измерительных каналов обработаны и объединены , для объективной оценки
