ПРИМЕНЕНИЕ ПРИБОРОВ ВИХРЕТОКОВОЙ ДЕФЕКТОСКОПИИ
Вихретоковая дефектоскопия узлов авиационной техники, изготовленных из легированной стали, после шлифовки.
1. Цель тестирования – выявление "шлифовальных прижогов" и поверхностных дефектов на узлах авиационной техники, изготовленных из легированной стали в полуавтоматическом режиме.
2. Образец представляет собой часть оси стойки шасси (рис.1). Материал - сталь 40ХГС2Н2МА; Диаметр оси – 40 мм; Длина – 200 мм.
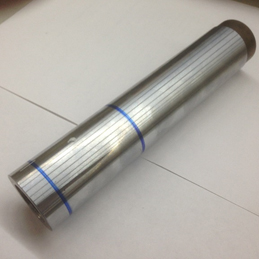
Рис.1. Образец со «шлифовальным прижогом» и искусственным дефектом в виде паза.
3. Описание дефектов:
- "шлифовальный прижог" с размерами 7х70 мм (ширина х длина)
- продольный паз с размерами 0,3 х 0,3 х 10 мм (ширина х глубина х длина), изготовленный методом гравировки.
4. Необходимое оборудование:
- вихретоковый дефектоскоп ELOTEST M3 (рис.2);
- вихретоковый дифференциальный датчик с сердечником.
Настройка вихретокового дефектоскопа:
- частота тока – 60кГц
- предусиление – 10 dB
- усиление – 50 dB
- фильтр низкой частоты – 300 Гц
- фильтр высокой частоты – 100 Гц
Рис.2. Вихретоковый дефектоскоп ELOTEST M3.
5. Проведение дефектоскопии. Образец закрепляется в центрах токарного станка. Скорость вращения оси устанавливается 630 об/мин. Вихретоковый датчик закрепляется в резцовую головку станка и перемещается вдоль образца со скоростью 0,5 мм/об (рис. 3 и 4).
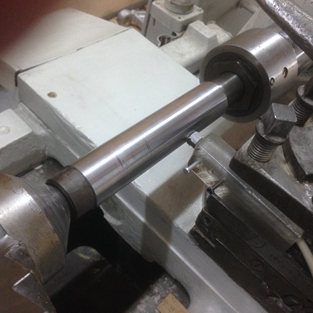
Рис.3. Сканирование поверхности с целью выявления дефектов.

Рис.4. Проведение вихретоковой дефектоскопии.
6. Результаты проведения вихретоковой дефектоскопии. Выявлены "шлифовальный прижог" и продольный паз (рис.5 и 6).

Рис.5. Результат контроля «шлифовального прижога» на дисплее вихретокового дефектоскопа.
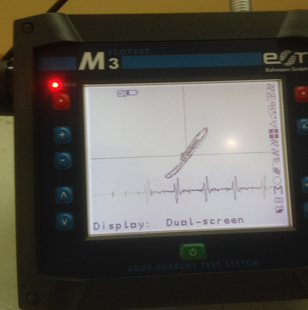
Рис.6. Сигнал от продольного паза на дисплее вихретокового дефектоскопа.